On-Site Nitrogen for Fire Protection Systems
Nitrogen Generator for Fire Protection, USA-Built
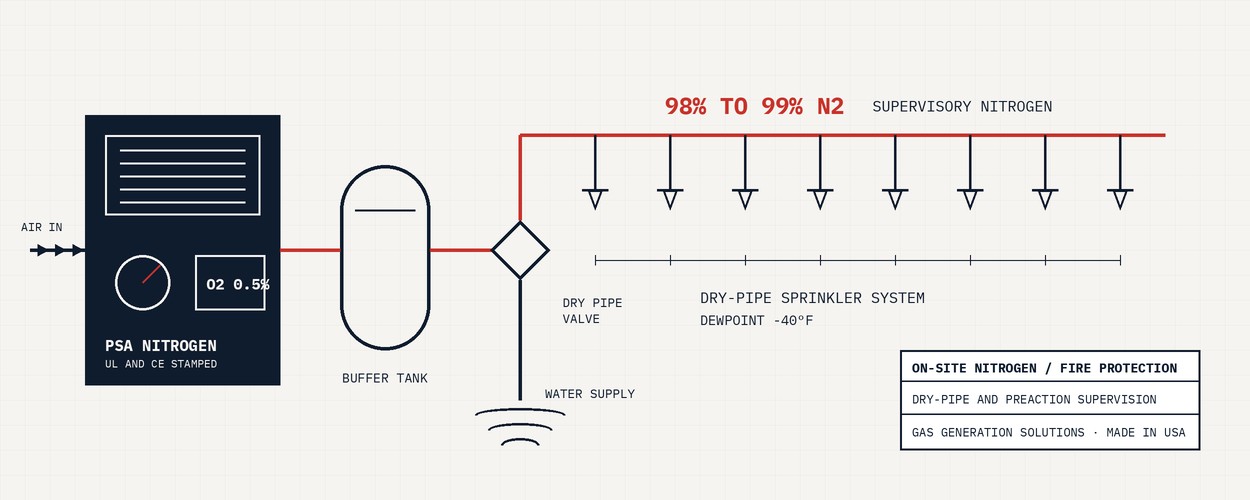
On-site nitrogen supervision for dry-pipe and preaction fire sprinkler systems. 98% to 99% nitrogen at a -40°F dewpoint replaces the compressed air that corrodes sprinkler piping from the inside. Published corrosion testing shows nitrogen supervision extends sprinkler pipe service life by an average of five times.
Dry-pipe supervisory purity
Standard nitrogen dewpoint
Generator service life
Stamped, Made in USA

The piping nitrogen protects. Every sprinkler head in a dry-pipe or preaction system hangs from steel that holds pressurized gas year-round. Supervising that gas with 98% to 99% nitrogen instead of compressed air removes the oxygen that corrodes the pipe from the inside.
The Dry-Pipe Corrosion Problem
Compressed air is corroding dry-pipe sprinkler systems from the inside
Dry-pipe and preaction sprinkler systems hold pressurized gas instead of water so the piping can run through freezers, unheated warehouses, parking garages, and other spaces where water would freeze. That gas has historically been compressed air, and compressed air is the problem: it is 21% oxygen and it carries moisture. A nitrogen generator for fire protection replaces that air with 98% to 99% nitrogen produced on site, removing the oxygen that drives the corrosion reaction.
Corrosion needs three things: steel, water, and oxygen. Every dry system supplies all three. Water gets trapped at low points from the trip tests required by NFPA 25 and from condensation carried in by humid compressor air. Oxygen is replenished every time the air compressor tops up system pressure. The result is oxygen-cell corrosion that thins pipe walls into pinhole leaks, and where bacteria colonize the trapped water, microbiologically influenced corrosion adds pitting and tubercule buildup that can restrict flow to the sprinklers.
The published record is consistent. NACE case histories from 2004 document galvanized dry systems developing pinhole leaks within two years of installation and ruptures within four. A two-decade survey by the European certification body VdS, reported in 2009, found that more than 70% of dry-pipe systems need corrosion treatment within 12.5 years. And in its 2013 edition, NFPA 13 cut the Hazen-Williams C factor for galvanized pipe from 120 to 100, recognizing that galvanizing does not deliver the corrosion performance it was once credited with.
Pinhole leaks to ruptures in galvanized dry systems, per NACE case histories published in 2004.
Dry-pipe systems needing corrosion treatment within 12.5 years, per a two-decade VdS survey reported in 2009.
NFPA 13 cut the galvanized pipe C factor in its 2013 edition, downgrading its expected corrosion performance.
The Nitrogen Solution
Replace the supervisory air with 98% nitrogen and the corrosion reaction stops
A fire sprinkler nitrogen generator produces 98% to 99% nitrogen from your compressed air supply and maintains supervisory pressure in the dry-pipe or preaction system. The dry valve stays closed under nitrogen exactly as it did under air, and the system trips and flows water the same way when a sprinkler opens. What changes is the gas chemistry: with the oxygen displaced, the corrosion reaction loses one of its three required inputs, and with the nitrogen delivered at a -40°F dewpoint, the gas stops adding moisture to the piping.
The generator runs only when the system needs makeup gas. It recharges the piping after trip tests and drain-downs, holds pressure against normal seepage, and feeds multiple zones from one unit when the system volumes allow. Every generator we supply includes a built-in oxygen analyzer that continuously reads the purity of the gas leaving the buffer tank, so there is a live verification that the system is being supervised with nitrogen on spec.
Existing dry systems convert without repiping. The air charge is displaced with nitrogen and the generator takes over supervisory duty from the air compressor. The earlier in a system's life that happens, the more pipe wall it preserves, and published coupon testing measured lower corrosion rates under nitrogen even where trapped standing water was already present.
What the published testing shows
Black steel: roughly 20 to over 60 years
Long-term exposure testing presented at the NACE International corrosion conference in 2015 projected black steel dry-pipe service life rising from roughly 20 years under compressed air to more than 60 years under 98% nitrogen.
Galvanized: roughly 9 to over 160 years
The same testing program projected galvanized pipe service life rising from roughly 9 years under compressed air to more than 160 years under 98% nitrogen.
45% to 92% less metal loss
A separate 12-month corrosion coupon study measured 45% to 92% less metal loss under 98% nitrogen than under compressed air, across black steel and galvanized coupons with and without trapped water.
5.3x average life extension
Averaged across pipe materials and water conditions, the coupon study put the life expectancy multiplier for nitrogen supervision at 5.3 times compressed air. These are projections from measured corrosion rates; actual results vary with drainage and trapped water.
The nitrogen spec for fire protection systems
Purity
Dry-pipe and preaction supervision runs at 98% to 99% nitrogen. 98% is the benchmark used in the published corrosion testing.
Our generators cover 95% up to 99.9995%, so the same platform reaches clean-agent territory when needed.
Dewpoint
-40°F standard with refrigerated drying, with a range to -70°F. Desiccant drying reaches -100°F where a project specifies it.
Dry gas means the supervisory charge stops adding moisture to the piping.
Pressure and flow
Supervisory demand is low flow. The generator is sized to hold system pressure, make up normal seepage, and recharge the system after trip tests and drain-downs.
Built-in O2 analyzer
Every generator we supply includes a built-in oxygen analyzer reading purity at the buffer tank.
Continuous verification that the gas supervising the system is nitrogen on spec, not air.
Codes and stamps
NFPA 13 permits air, nitrogen, or other approved gases for dry-pipe supervision and recommends nitrogen where conditions are unusually corrosive. NFPA 25 governs ongoing maintenance.
Secondary Application
Nitrogen for inert-gas suppression systems
Data centers, archives, vaults, and museums protect water-sensitive spaces with clean-agent systems that flood the room with inert gas instead of water. Where the agent is nitrogen or a nitrogen blend, the gas spec runs higher than sprinkler supervision, typically 99% to 99.99% purity, with system design governed by NFPA 2001.
The same PSA platform that supervises a dry-pipe system covers this range. If you operate or service clean-agent systems and want to generate nitrogen on site instead of buying it in cylinders, send us the spec and we will size against it.
99% to 99.99%
Typical purity range for inert-gas suppression applications.
NFPA 2001
The standard governing clean-agent fire extinguishing system design.
One platform, 95% to 99.9995%
Our generator range covers supervision and clean-agent purities from the same PSA technology.
Where Nitrogen Supervision Matters
Facilities that run dry-pipe and preaction systems
Cold storage and freezer warehouses
Dry-pipe is mandatory where piping runs below freezing, and the temperature swings at dock doors and evaporators make condensation constant. These systems see some of the fastest corrosion in the industry.
Unheated warehouses and distribution centers
Large pipe volumes, long branch lines, and low points that never fully drain after the annual trip test. More steel exposed means more value in stopping the reaction.
Parking garages and loading docks
Open-air structures with freeze exposure run dry systems by default. Humid outdoor air compressed into the piping carries moisture straight to the low points.
Data centers
Preaction systems protect spaces where an accidental discharge is unacceptable. Nitrogen supervision protects the preaction piping itself, and the same platform covers inert-gas suppression purities.
Museums, archives, and historic buildings
Preaction and clean-agent protection for collections that water would destroy. Corrosion-driven false trips and leaks are exactly the failure these owners cannot accept.
Fire protection contractors
Contractors specifying nitrogen supervision across dry-pipe retrofits and new installs. We size and supply the generator package; you own the system design and installation.
Frequently Asked Questions
Fire sprinkler nitrogen generator FAQ
How does nitrogen prevent corrosion in dry-pipe sprinkler systems?
Corrosion needs three inputs: steel pipe, water, and oxygen. Trapped water is unavoidable in a dry system because trip tests and condensation leave water at low points. Nitrogen supervision removes the oxygen instead. With 98% to 99% nitrogen holding system pressure in place of compressed air, the corrosion reaction loses its oxidizer, and published coupon testing measured 45% to 92% less metal loss compared to air supervision.
What nitrogen purity does a fire sprinkler system need?
Dry-pipe and preaction supervision runs at 98% to 99% nitrogen, and 98% is the benchmark used in the published corrosion testing. Inert-gas clean-agent suppression runs higher, typically 99% to 99.99%. Our generators produce 95% up to 99.9995% purity, so one platform covers both applications.
How much longer do sprinkler pipes last with nitrogen?
Long-term exposure testing presented at the NACE International corrosion conference in 2015 projected black steel dry-pipe service life rising from roughly 20 years under compressed air to more than 60 years under 98% nitrogen, and galvanized pipe from roughly 9 years to more than 160. A separate 12-month coupon study put the average life extension at 5.3 times. These are projections from measured corrosion rates; actual results vary with drainage and trapped water.
Does NFPA 13 require nitrogen in dry-pipe systems?
No. NFPA 13 permits air, nitrogen, or other approved gases as the supervisory gas, and it recommends nitrogen where water supplies and environmental conditions contribute to unusual corrosive properties. Owners typically adopt nitrogen to avoid pipe replacement and the leak repairs that corrosion forces, not because a code requires it.
Is galvanized pipe enough to stop dry-pipe corrosion?
No. NACE case histories published in 2004 document galvanized dry systems developing pinhole leaks within two years and ruptures within four, because corrosion concentrates at breaks in the zinc coating and pits through the wall. NFPA 13 cut the galvanized C factor from 120 to 100 in its 2013 edition. Nitrogen supervision addresses the cause, and the published exposure testing showed galvanized pipe benefits from it even more than black steel.
What dewpoint should supervisory nitrogen have?
-40°F is the standard dewpoint with refrigerated drying, with a range to -70°F. Desiccant drying reaches -100°F where a project specifies it. The point of the spec is that the supervisory gas should remove moisture from the piping equation, not add it the way humid compressed air does.
Are nitrogen generators for fire protection UL listed?
Every generator we supply is UL and CE stamped and Made in USA. The sprinkler system itself is designed under NFPA 13 and maintained under NFPA 25, and code compliance for the system remains with your fire protection contractor or engineer of record.
What does a fire protection nitrogen generator cost?
Supervisory demand is low flow, so fire protection systems typically fall at the small end of our generator range. The system is sized to your total pipe volume, zone count, and trip-test recovery needs. For facilities currently buying nitrogen in cylinders, on-site generation typically pays back in 12 to 14 months and cuts gas operating cost by up to 90%. After payback, the operating cost is electricity and routine filter changes, on equipment rated for 20 years or more.
Budgeting a system
Supervisory nitrogen runs at low flow, so fire protection systems typically start in the Small tier. See the full nitrogen generator price breakdown across Small, Medium, and Large.
Get a Sized Quote
Send the system basics. We will size the generator against them.
A sized-quote conversation takes 10 to 15 minutes once we have the numbers. What we need to scope a fire protection nitrogen system:
- Number of dry-pipe or preaction zones to supervise
- System capacity per zone (gallons of pipe volume) if known
- Supervisory pressure the system holds
- Pipe material (black steel or galvanized)
- Existing compressor capacity, if the generator will share shop air
Already running on air?
Existing dry systems convert without repiping
Retrofitting nitrogen supervision means displacing the air charge with nitrogen and letting the generator take over makeup duty from the air compressor. No piping changes, no change to how the dry valve trips or how the system flows water.
The earlier in a system's life that happens, the more pipe wall it preserves. Published coupon testing measured lower corrosion rates under nitrogen even in systems that already had standing trapped water.
Fire Protection Coverage
Sized for the systems that corrode fastest
From a single dry-pipe zone at a loading dock to multi-zone cold-storage and preaction installations, the generators we supply are sized to actual system volume at 98% to 99% purity with a -40°F dewpoint. UL and CE stamped, built-in oxygen analyzer, Made in USA, serving the United States, Mexico, and Canada.