On-Site Nitrogen Generation
Nitrogen Generator for Dust Collector Inerting
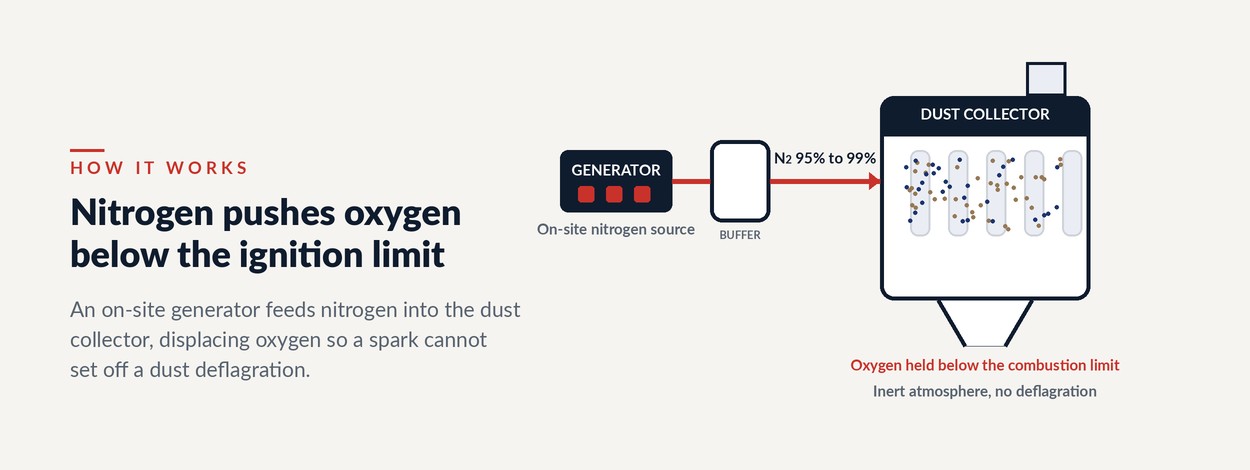
A nitrogen generator for dust collector inerting lowers the oxygen inside the collector below the level combustion needs, so a spark or ember cannot set off a dust deflagration. The generator produces that inert gas on site from compressed air, feeding the collector continuously instead of relying on cylinders or bulk liquid. Because inerting only needs moderate purity, it is one of the lowest-cost ways to put on-site nitrogen to work.
Oxidant reduction standard we size to
Purity inerting typically needs
Gas cost vs delivered nitrogen
Domestic build, ASME tanks standard
How Inerting Works
How nitrogen inerting prevents a dust explosion
A dust deflagration needs five things together: combustible dust, oxygen, an ignition source, the dust suspended in a cloud, and confinement inside equipment. A dust collector concentrates the fine suspended dust and the confinement, so it is one of the highest-risk units in any plant that handles powders. Nitrogen inerting removes the oxygen leg. By replacing air inside the equipment with nitrogen, it holds the oxygen below the limiting oxygen concentration, the level below which the dust cannot ignite no matter how much fuel or ignition is present.
That oxygen target is specific to your dust and is set by testing, then maintained with a safety margin and oxygen monitoring under NFPA 69. Combustible dust explosion prevention usually combines nitrogen in three related ways on the same equipment.
Inerting
Hold oxygen down
Nitrogen replaces air inside the dust collector and keeps the oxygen below the combustion limit during normal operation. This is the continuous control that makes the atmosphere unable to support a deflagration, and it is what dust collector inerting refers to.
Purging
Clear the air first
Before the unit starts, or after it is opened for maintenance, nitrogen purging sweeps out the air so the oxygen drops to the safe level before dust is reintroduced. Once purged, the inert atmosphere is held there.
Makeup
Replace what is lost
As material moves through and the collector pulses its filters, some inert gas is carried off. A steady makeup flow keeps the oxygen below target, which is why the supply has to be continuous and never run dry.
Where Inerting Fits
Equipment that runs on inert gas
Dust collectors are the headline case, but the same nitrogen supply protects the connected equipment that handles combustible powders. We supply the on-site nitrogen source and size it to the whole system, not just one vessel.
Highest priority
Dust collectors and baghouses
A collector pulls fine dust into a confined housing and keeps it suspended, which is the exact condition a deflagration needs. Using inert gas for dust collectors holds the oxygen below the combustion limit so a spark from upstream cannot propagate into the unit.
Common fit
Silos, hoppers and bins
Storage vessels hold a large headspace of air above combustible material. Nitrogen keeps that headspace inert, the same way we handle tank and vessel blanketing, so settling dust and off-gassing do not build a flammable mixture.
Common fit
Mills, dryers and conveying
Grinding, drying, mixing, and pneumatic conveying all generate and move suspended dust. Inerting these units, and the ducting that links them to the collector, closes the gaps where an ignition could otherwise travel through the process.
Know the right control
When inerting is the answer
Inerting suits enclosed equipment where explosion venting or suppression is impractical or where the dust is especially hazardous. Your process safety team sets the strategy and the oxygen target. We provide the nitrogen source sized to feed it reliably.
Why Generate It On Site
Inerting is built for on-site nitrogen
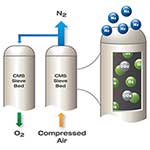
A nitrogen inerting system runs continuously and consumes a lot of gas, yet it only needs moderate purity. That is the ideal profile for on-site generation: pulling nitrogen from compressed air right at the equipment turns a recurring delivery cost into a fixed power cost and takes run-outs off the table.
Lower operating cost
On-site generation produces nitrogen at up to 90% less than delivered cylinders or bulk liquid. For continuous inerting duty, most customers recover the full investment in 12 to 14 months, and the system runs for 20 years or more.
Purity matched to the job
Inerting typically needs only 95% to 99% nitrogen, because the goal is to displace oxygen, not to hit an analytical grade. Lower required purity means a smaller, cheaper system. Every generator includes a built-in oxygen analyzer so you can confirm the nitrogen feed is on spec.
Continuous, never a lapse
Inerting only works if the oxygen never climbs back above the limit. On-site generation feeds a buffer tank continuously, so there are no delivery gaps and no last cylinder running dry that would leave the equipment unprotected mid-shift.
Sized to your real demand
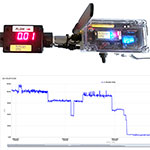
If you do not know your inerting flow yet, we send a flow meter at no cost with a cellular logger that streams your real usage to a web dashboard. The system is then sized to actual purge and makeup demand, not a guess. You cover only the return shipping.
Common Questions
Nitrogen inerting for dust collectors FAQ
What is nitrogen inerting for a dust collector?
Nitrogen inerting means replacing the air inside the dust collector with nitrogen so the oxygen stays below the level combustion needs. With the oxygen held under that limit, the suspended dust cannot ignite even if a spark or ember reaches the unit. The nitrogen is supplied continuously and topped up as the collector operates, so the inert atmosphere never lapses.
Why are dust collectors an explosion risk?
A dust collector pulls fine combustible dust into a confined housing and holds it suspended in air, which is exactly the condition a deflagration requires. A spark carried in from upstream grinding, conveying, or static can ignite that cloud, and the confinement turns it into a pressure wave. That is why collectors are among the most commonly inerted units in plants that handle powders.
What oxygen level is needed for dust collector inerting?
The target is below the limiting oxygen concentration for your specific dust, which is the oxygen level under which that dust cannot propagate a flame. The exact figure depends on the material and is established by testing, then maintained with a safety margin and oxygen monitoring as set out in NFPA 69. We size the nitrogen supply to reach and hold whatever target your process safety team specifies.
What nitrogen purity does dust collector inerting need?
Most inerting runs on 95% to 99% nitrogen, because the job is to displace oxygen rather than reach an analytical grade. That moderate purity is well within what an on-site generator delivers and keeps the system small and economical. Every generator includes a built-in oxygen analyzer so you can verify the nitrogen feed is on spec.
Does nitrogen inerting meet NFPA 69?
NFPA 69 recognizes oxidant concentration reduction, which is what inerting does, as a method of explosion prevention. Meeting it depends on the full system: the oxygen target, monitoring, alarms, and interlocks that your process safety team designs for the equipment. Our role is the nitrogen source, sized to feed that system reliably so the oxygen target can be held continuously.
Is an on-site nitrogen generator worth it for inerting?
For continuous inerting duty, yes. On-site generation produces nitrogen at up to 90% less than delivered cylinders or bulk liquid, and most customers recover the full investment within 12 to 14 months. The system runs for 20 years or more and removes the delivery gaps and run-out risk that would otherwise leave the equipment unprotected.
Build On What You Know
Resources to spec your system



Stop Buying Cylinders
Size a nitrogen generator for your inerting system
Tell us which equipment you need to keep inert and your target oxygen level, and we will size the on-site nitrogen system and quote the complete package. If you do not know your inerting flow yet, we will send a flow meter at no cost to measure your real purge and makeup demand first. No obligation.