On-Site Nitrogen Generation
Nitrogen Generator for Brazing
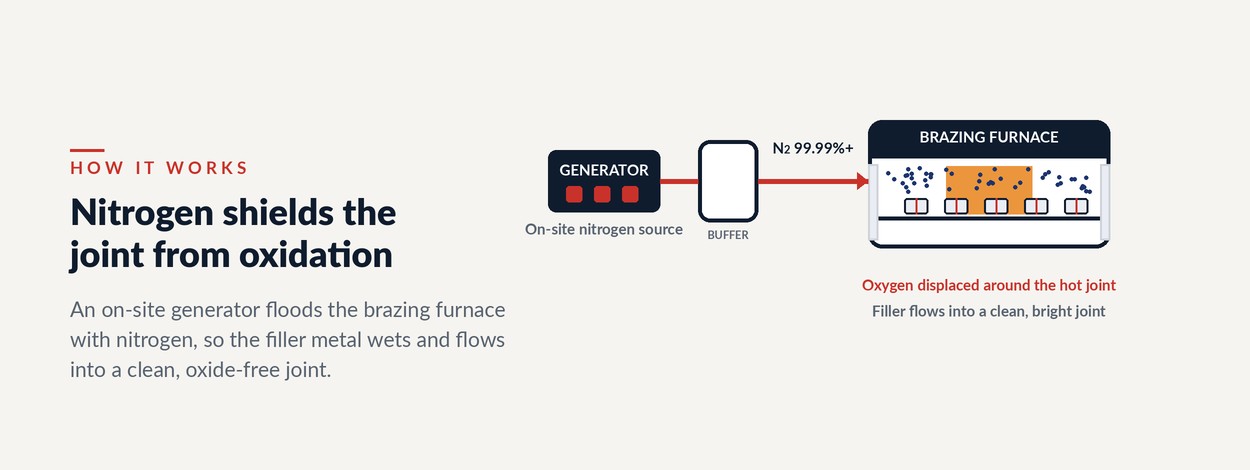
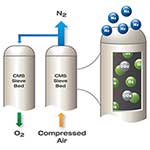
A nitrogen generator for brazing produces the furnace atmosphere on site from compressed air, flooding the brazing zone with nitrogen so oxygen never reaches the hot joint. With the oxygen displaced, the filler metal wets and flows into a clean, oxide-free joint instead of skinning over with scale. Because a brazing furnace runs continuously and consumes nitrogen in high volume, generating it on site costs far less than the cylinders or bulk liquid it replaces.
Purity furnace brazing typically needs
Gas cost vs delivered nitrogen
Typical payback on continuous duty
Domestic build, ASME tanks standard
How It Works
What nitrogen does in brazing
Brazing joins metals with a filler metal that melts above 840°F, below the melting point of the parts themselves. The molten filler is drawn into the joint by capillary action, but it only wets and flows if the metal is clean and free of oxide. Heat plus oxygen is what defeats that. At brazing temperature the exposed metal oxidizes in seconds, and the filler will not bond to a scaled surface.
A nitrogen atmosphere removes the oxygen. Flooding the furnace with nitrogen keeps air off the joint while it is hot, so no oxide forms and the filler flows the way it should. This is the basis of controlled atmosphere brazing, where the brazing furnace atmosphere does the work that aggressive flux would otherwise have to.
Shield
Keep oxygen off the joint
Nitrogen displaces the air in the heated zone so the base metal and filler do not oxidize as they come up to temperature. No scale means the filler can bond directly to clean metal.
Wet and flow
Let the filler do its job
On a clean surface the molten filler wets the metal and capillary action pulls it through the full joint. The result is a complete, leak-tight fillet rather than a partial bond that skips over oxidized spots.
Bright finish
Less flux, less cleanup
Because the atmosphere prevents oxidation, many alloys braze with little or no flux and come out bright. That cuts post-braze cleaning and the corrosion risk left by flux residue, a key reason production lines run under nitrogen.
Where It Fits
Brazing work that runs on nitrogen
Furnace and conveyor brazing lines use nitrogen as the primary atmosphere across most production metals. These are the operations where generating nitrogen on site pays off, because the furnace draws gas continuously every shift.
Highest volume
Aluminum heat exchangers
Radiators, condensers, charge-air coolers, and HVAC coils are brazed in a nitrogen atmosphere, where a controlled-atmosphere flux works only when oxygen and moisture are kept very low. This is the single largest use of nitrogen for brazing, and the volumes make on-site generation an easy call.
Common fit
Copper assemblies and fittings
Copper components, refrigeration assemblies, plate heat exchangers, and brazed manifolds run in a nitrogen atmosphere that lets many of them braze with little or no flux. The result is a clean, bright joint with no acidic residue to wash off afterward.
Common fit
Steel and stainless parts
Tooling, hydraulic fittings, and automotive assemblies are furnace-brazed under nitrogen, sometimes with a small reducing addition. If the same line also hardens or anneals, see nitrogen for heat treating and annealing.
Different tool for the job
HVAC and refrigeration line brazing
Brazing copper refrigerant lines with a torch uses a low-flow nitrogen purge through the tubing, which a cylinder and regulator handle well. A generator earns its place when you braze in a furnace or run high daily volume. Tell us your setup and we will point you to the right option.
Why Generate It On Site
A brazing furnace is built for on-site nitrogen
A brazing line runs the same atmosphere all day and burns through a lot of nitrogen doing it. Pulling that nitrogen from compressed air at the furnace turns a recurring delivery bill into a fixed power cost and takes cylinder swaps and run-outs off the floor.
Lower cost per part
On-site generation produces nitrogen at up to 90% less than delivered cylinders or bulk liquid. On continuous brazing duty most customers recover the full investment in 12 to 14 months, and the system runs for 20 years or more.
The purity your alloys need
Furnace brazing usually wants 99.99% or higher, and our systems reach up to 99.9995% for the lowest-oxygen aluminum work. A built-in oxygen analyzer reads the nitrogen feed continuously so you can confirm it stays on spec.
Continuous, every shift
A brazing atmosphere cannot lapse mid-run without scrapping parts. On-site generation feeds a buffer tank continuously, so there is no delivery gap and no last cylinder running dry partway through a batch.
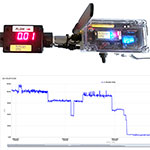
Sized to your real demand
If you do not know your furnace flow yet, we send a flow meter at no cost with a cellular logger that streams your real usage to a web dashboard. The system is then sized to actual demand, not a guess. You cover only the return shipping.
Common Questions
Nitrogen for brazing FAQ
Why is nitrogen used in brazing?
At brazing temperature the exposed metal oxidizes in seconds, and the filler metal will not wet or flow over a scaled surface. Nitrogen displaces the oxygen in the furnace so no oxide forms while the joint is hot, letting the filler flow into a clean, complete joint. It is inert toward most brazing alloys, widely available, and the lowest-cost atmosphere gas, which is why it is the standard choice for furnace brazing.
What nitrogen purity does furnace brazing need?
Most furnace brazing runs nitrogen at 99.99% or higher, with low oxygen and a low dewpoint. The exact target depends on the alloy: aluminum brazing in particular needs very low oxygen and moisture, while many copper and steel jobs tolerate a little more. Our generators deliver up to 99.9995% when the work demands it, and a built-in oxygen analyzer confirms the feed stays on spec.
Does nitrogen brazing eliminate the need for flux?
Often, but not always. A clean nitrogen atmosphere prevents the oxidation that flux is meant to handle, so many copper and steel parts braze with little or no flux and come out bright. Aluminum is the exception: it still uses a controlled-atmosphere flux, which works only when the nitrogen keeps oxygen and moisture very low. Either way, less flux means less post-braze cleaning and no corrosive residue left behind.
What is controlled atmosphere brazing?
Controlled atmosphere brazing, or CAB, is furnace brazing carried out under a protective nitrogen atmosphere rather than in open air. The nitrogen keeps oxygen away from the joint so the filler flows cleanly, with the atmosphere doing the work that aggressive flux would otherwise have to. It is the standard process for high-volume aluminum heat exchangers and is widely used for copper and steel assemblies as well.
Can I use a nitrogen generator for HVAC line brazing?
For brazing copper refrigerant lines with a torch, the job is a low-flow nitrogen purge through the tubing, and a cylinder with a regulator usually handles that fine. A generator pays off when you braze in a furnace or run high daily volume across a shop. If you are not sure which fits your operation, tell us your setup and we will point you to the right option.
Is an on-site nitrogen generator worth it for a brazing furnace?
For a furnace running every shift, yes. On-site generation produces nitrogen at up to 90% less than delivered cylinders or bulk liquid, and most brazing customers recover the full investment within 12 to 14 months. The system runs for 20 years or more and removes the cylinder swaps and run-out risk that can scrap a batch mid-run.
Build On What You Know
Resources to spec your system



Stop Buying Cylinders
Size a nitrogen generator for your brazing line
Tell us your furnace type, the metals you braze, and your target purity, and we will size the on-site nitrogen system and quote the complete package. If you do not know your furnace flow yet, we will send a flow meter at no cost to measure your real demand first. No obligation.