On-Site Nitrogen for Metal Additive Manufacturing
Nitrogen Generators for Metal 3D Printing
On-site nitrogen for laser powder bed fusion, binder jetting, sintering, and post-processing. Production purities from 99.99% up to 99.9995% feed printers, furnaces, and powder handling from one source.
Production purity range
Verified compatibility
Typical payback
Service life
A nitrogen generator for metal 3D printing produces high-purity nitrogen on-site from compressed air, replacing delivered cylinders, dewars, and bulk liquid nitrogen. Gas Generation Solutions designs systems for additive manufacturing facilities running laser powder bed fusion, directed energy deposition, binder jetting, and metal sintering at purities from 95% up to 99.9995%.
Most metal 3D printing work runs at 99.99% to 99.9995% purity, with oxygen levels held below 100 ppm in the build chamber and below 5 ppm for reactive alloys and aerospace or medical work. A single generator sized to total facility demand can feed multiple printers, sintering and heat treating furnaces, debinding ovens, vacuum and HIP units, and powder handling equipment from one source. In business since 1979, we serve aerospace, pharmaceutical, food and beverage, electronics, and industrial manufacturing customers across the United States, Mexico, and Canada.
Below, we cover printer compatibility, purity tiers by alloy, when to use nitrogen versus argon, post-processing equipment, sizing inputs, safety, and payback economics.
Customer installations
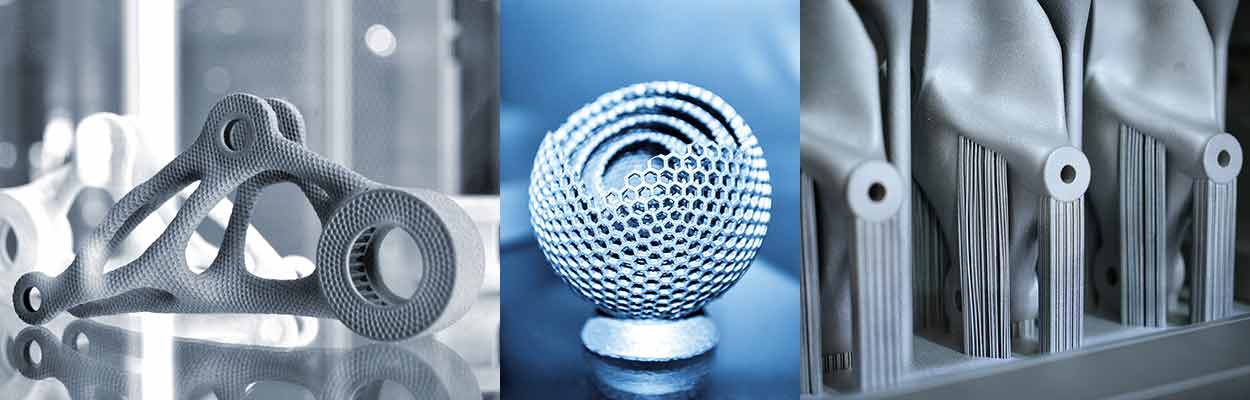
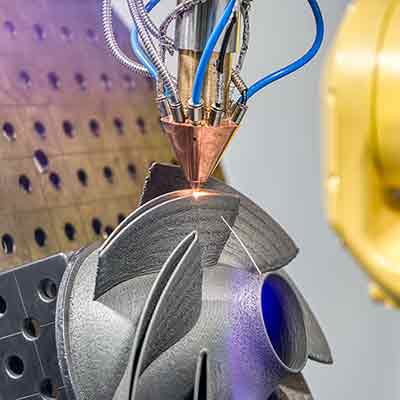
On-site nitrogen feeding production metal 3D printers from major OEMs, plus a sample of parts produced under generated nitrogen.

3D Systems ProX DMP. On-site nitrogen feeding a customer's metal laser powder bed fusion printer.

EOS M-400-4. On-site nitrogen feeding a customer's quad-laser production metal 3D printer.
Sample parts. Metal 3D printed components produced under on-site generated nitrogen.

Generator system. Nitrogen generator supplying a metal 3D printing facility.
Nitrogen purity tiers for metal 3D printing
Required purity depends on the alloy, the printer, and the end application. The four tiers below cover most metal additive manufacturing work. We size each generator to deliver the printer's rated purity with margin and verify with an oxygen analyzer at the point of use.
Tier 1
99.5% to 99.9%
5,000 to 1,000 ppm O₂
General-purpose builds. Stainless steels and tool steels where minor surface oxidation is acceptable. Often used in early development work.
Tier 2: Production standard
99.99%
100 ppm O₂
Production stainless and tool steel. Standard for 316L, 17-4 PH, H13, maraging 300, cobalt chrome, and most nickel superalloy production builds.
Tier 3
99.999%
10 ppm O₂
Aerospace and medical. Required where oxygen pickup changes mechanical properties: aerospace structural parts, medical implants, high-performance superalloys.
Tier 4: Highest purity
99.9995%
5 ppm O₂
Research and specialty. Laboratory and specialty applications with the tightest oxygen control specifications. Available on PSA systems sized for the lower yield at this purity.
Nitrogen versus argon for metal additive manufacturing
Most metal 3D printers accept either nitrogen or argon as the inert build gas. The right choice depends on the alloy. Most production work runs on nitrogen; titanium and certain reactive alloys require argon.
Use nitrogen for
Stainless, tool steel, cobalt chrome, nickel superalloys
Nitrogen is the standard inert gas for 316L and 17-4 PH stainless, H13 and maraging 300 tool steel, cobalt chrome, most nickel superalloys (Inconel 625, 718), copper alloys, and certain aluminum grades.
These cover the majority of production additive manufacturing volume. On-site nitrogen at one-tenth the cost of delivered nitrogen captures the largest share of gas spend.
Use argon for
Titanium, titanium alloys, certain reactive aluminum
Argon is recommended for titanium and titanium alloys (Ti-6Al-4V), some aluminum alloys, and reactive alloys where nitrogen can cause nitride formation and embrittlement.
Argon is typically purchased as delivered gas. Volume is smaller than nitrogen on most mixed-alloy facilities.
Post-processing and secondary equipment
Metal 3D printed parts almost always require thermal post-processing. The same on-site nitrogen system that feeds the printers can supply every piece of post-processing equipment in the facility.
Stress relief and heat treating furnaces
Reduce residual stress in as-built parts under a nitrogen atmosphere. Prevents oxidation and decarburization during the thermal cycle.
Sintering furnaces
Used in bound metal and binder jetting workflows after debinding. Nitrogen is the standard atmosphere for stainless and tool steel sintering cycles.
Debinding ovens
Remove the polymer binder from green parts before sintering. Nitrogen blanket prevents oxidation of the metal powder during binder removal.
Vacuum furnaces
Use nitrogen as the backfill and quench gas after the vacuum portion of the cycle. High-pressure quench can call for HP boosters on the generator output.
Hot isostatic pressing (HIP)
Used to reduce porosity in critical aerospace and medical parts. HIP cycles run on inert gas at high pressure and high temperature; nitrogen is acceptable for many alloys.
Powder recovery and sieving
Powder handling, sieving, hopper transfer, and storage all run under inert atmosphere. Continuous nitrogen blanket protects unused powder from oxidation and moisture uptake.
System sizing and payback
Nitrogen consumption depends on build volume, chamber purge rate, cycle time, and whether the chamber is pre-purged or continuously flushed. Typical printer flows fall into four tiers; payback follows the same pattern as other industrial nitrogen systems.
Typical printer flow tiers
Desktop metal printers
50 to 150 SCFH
Small build plate. Active-build flow only. One small generator can supply several desktop units.
Mid-size industrial
300 to 800 SCFH
250 to 280 mm build plate. Production stainless and tool steel work runs in this tier.
Large-format production
800 to 2,500 SCFH
400 mm build plate or larger, multi-laser systems, continuous-build production cells.
Sintering and heat treating
100 to 1,500 SCFH
Per-furnace flow. Adds to printer demand. Total facility flow drives generator sizing.
Payback economics
Cost reduction
Up to 90%
Operating cost drops to compressed-air electricity plus filter changes. No tank rental, delivery surcharges, hazmat fees, or boil-off losses.
Typical payback
12 to 14 months
Most facilities recover the system investment in 12 to 14 months. Savings begin immediately when the system starts and delivered gas stops.
Service life
20+ years
Sealed sieve beds have no top-off requirement. After payback, the system delivers nitrogen for two decades or more on routine filter changes alone.
Free flow meter rental. Cellular data loggers measure your actual nitrogen consumption across printers, sintering, and post-processing in real time. No WiFi required at the facility. We size from real data, not estimates. Our metal 3D printer flow-rate reference lists specifications for printers from 3D Systems, EOS, SLM Solutions, GE Additive, Concept Laser, Renishaw, Velo3D, Desktop Metal, and others.
Request a flow meterSafety and combustible powder inerting
Many metal powders used in additive manufacturing are combustible when fine and dispersed in air. Aluminum, titanium, and certain steel powders can ignite or explode when oxygen, an ignition source, and powder concentration occur together. Continuous nitrogen inerting removes the oxygen variable.
Build chamber inerting
Nitrogen displaces oxygen inside the printer to prevent oxidation of the molten melt pool and remove the oxygen leg of the fire triangle inside the build envelope. Chamber oxygen is held below 1,000 ppm and below 100 ppm for reactive alloys.
Powder handling enclosures
Sieves, hoppers, and glove boxes operate under nitrogen blanket. Continuous purge prevents powder oxidation and moisture uptake during transfer, and removes oxygen exposure when fine powder is airborne during sieving.
Powder recovery and storage
Recovery cyclones, storage hoppers, and reusable-powder bins stay under nitrogen blanket between builds. Sealed inert storage extends powder reusability and removes the ignition risk when bins are opened for the next build.
Frequently asked questions
What purity of nitrogen is required for metal 3D printing?
Most metal 3D printers require nitrogen at 99.99% purity (100 ppm oxygen) or higher. Production builds in stainless steel, tool steel, cobalt chrome, and nickel superalloys typically run at 99.99%. Aerospace, medical implant, and research applications often require 99.999% (10 ppm oxygen) or 99.9995% (5 ppm oxygen). Our generators produce nitrogen at any purity from 95% up to 99.9995% and are sized to meet or exceed the printer OEM specification.
Can I use nitrogen instead of argon in my metal 3D printer?
For most alloys, yes. Nitrogen is the standard inert gas for stainless steels, tool steels, cobalt chrome, most nickel superalloys, and certain aluminum and copper alloys. Argon is recommended for titanium, titanium alloys, and reactive materials where nitrogen can cause nitride formation. Facilities that run titanium alongside other alloys typically use on-site nitrogen for the majority of production and delivered argon for titanium runs, capturing the savings on the largest share of gas spend.
Can one nitrogen generator feed multiple 3D printers and furnaces?
Yes. A single generator sized to total facility demand can supply multiple printers, sintering and heat treating furnaces, debinding ovens, vacuum and HIP units, and powder handling equipment from one source. This is more cost-effective than running separate gas supplies per machine and simplifies expansion when new equipment is added.
How much does a nitrogen generator for metal 3D printing cost?
Pricing scales with flow, purity, pressure, and any custom requirements. Single-printer systems typically start near $15,000. Mid-flow systems for multi-printer cells with sintering or heat treating run $40,000 to $150,000. Large-format multi-laser facilities with HIP, vacuum furnaces, and powder handling reach $250,000 to $500,000. Regardless of system size, payback is typically 12 to 14 months on facilities replacing delivered gas.
How much nitrogen does a metal 3D printer use?
Consumption varies by printer size and build cycle. Small desktop metal printers use 50 to 150 SCFH. Mid-size industrial printers (250 to 280 mm build plate) use 300 to 800 SCFH. Large-format production printers (400 mm or larger) use 800 to 2,500 SCFH. Sintering and heat treating furnaces add another 100 to 1,500 SCFH per unit. Our free flow meter rental with cellular data logger measures actual consumption so the generator is sized to real demand, not estimated demand.
Does on-site nitrogen generation improve safety in a metal 3D printing facility?
Yes. Many metal powders used in additive manufacturing are combustible when fine and airborne. Continuous nitrogen inerting of build chambers, powder handling enclosures, and recovery systems removes the oxygen needed for combustion. On-site generation makes continuous inerting economically practical, so facilities do not need to reduce purge rates between builds to control gas cost.
How long does a nitrogen generator last?
Our systems are designed for 20 years or more of continuous service. Sealed sieve beds do not require top-off or replacement under normal operating conditions. Competing systems using flanged sieve beds may require sieve replacement every 8 to 10 years, which is a significant hidden cost over the life of the equipment.
How do I find out what size nitrogen generator my facility needs?
Start with the printer OEM spec sheet for flow, pressure, and purity. If you run multiple printers or post-processing equipment, we provide free flow meter rental with cellular data loggers to measure actual facility consumption over a representative cycle. The data logger transmits readings in real time to our server with no WiFi required at your facility. Email your printer models, furnace specifications, and any measured flow data for a same-day quotation. Call 760-505-1300.